Customized Rack & Pinion Slide Gate Valve for Bagasse Application
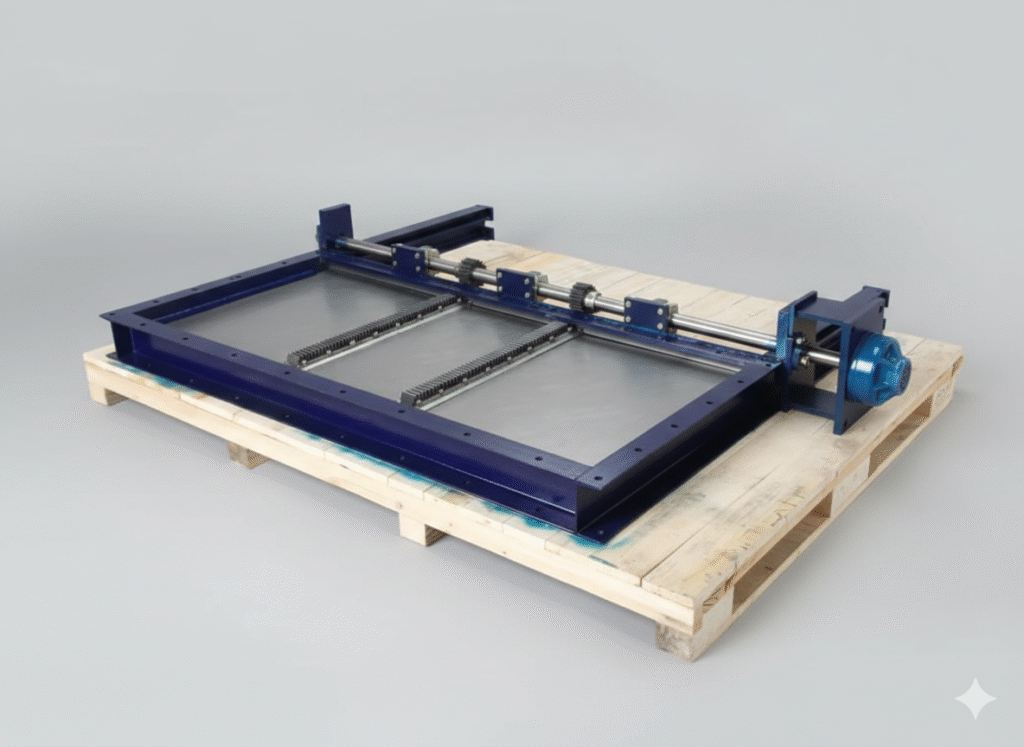
As a leading Slide Gate Valve Manufacturer in India, UUNIQE Ventures understands that industrial material handling systems often face critical space constraints. Standard equipment configurations do not always fit real-world site conditions, making custom-engineered solutions essential for successful project execution. At UUNIQE Ventures, we recently designed and supplied a 1900 × 800 mm customized Rack & Pinion Slide Gate Valve for a bagasse handling application in a sugar processing facility. The project required a non-standard approach due to severe space limitations that prevented the use of a conventional actuator arrangement. This case study demonstrates how innovative valve engineering can effectively overcome site constraints while ensuring operational efficiency, durability, and long-term reliability. Understanding the Application: Bagasse Handling Bagasse, a fibrous byproduct of sugarcane processing, presents unique handling challenges: Lightweight yet bulky material Tendency to clog and accumulate Requires controlled flow isolation Operates in dusty and abrasive environments Valves used in such applications must be: Robust and wear-resistant Capable of handling irregular material flow Designed for minimal maintenance The Project Challenge: Space Limitation for Actuator Mounting The client required a large slide gate valve for their bagasse conveying system. However, the installation site posed significant limitations: Key Constraints: Structural restrictions prevented installation of a top-mounted actuator Limited vertical clearance within the system layout Civil modifications would have increased project cost and timeline Standard valve configurations were not feasible for the available space These constraints created a high risk of project delays, increased costs, and operational inefficiencies. Our Engineering Solution Side-Mounted Rack & Pinion Slide Gate Valve To overcome these challenges, UUNIQE Ventures developed a customized Rack & Pinion Operated Slide Gate Valve with a side-mounted actuation system. This innovative design eliminated the need for vertical space while maintaining full operational efficiency. Key Design Features 1. Space-Optimized Side Mounting Actuator positioned on the side instead of the top Ideal for installations with restricted height clearance 2. Rack & Pinion Mechanism Converts rotational motion into smooth linear gate movement Ensures precise control and consistent operation 3. Heavy-Duty Construction Designed to withstand abrasive bagasse material Suitable for continuous industrial use 4. Compact and Accessible Design Easy access for inspection and maintenance Reduced downtime during servicing 5. Reliable Sealing Performance Effective isolation even in dusty and fibrous environments Technical Specifications Valve Type: Rack & Pinion Operated Slide Gate Valve Application: Bagasse Handling System Size: 1900 mm × 800 mm Actuator Mounting: Side-mounted (space-saving configuration) Operation: Manual / Motorized (customizable) Industries: Sugar Plants Biomass & Renewable Energy Plants Bulk Material Handling Systems Engineering Advantages of Rack & Pinion System Compared to conventional actuator systems, the rack & pinion mechanism offers: Better control over gate movement Reduced mechanical complexity in tight spaces Higher operational reliability Lower maintenance requirements Uniform force distribution across the gate Benefits Delivered to the Client By implementing this customized solution, the client achieved: ✅ No need for civil or structural modifications ✅ Faster installation and commissioning ✅ Optimized use of available space ✅ Reliable heavy-duty performance ✅ Reduced overall project cost ✅ Improved operational efficiency Why Customized Slide Gate Valves Matter Every industrial facility operates under unique conditions, including: Limited installation space Specific process flow requirements Material characteristics (abrasive, fibrous, or granular) Load variations and operating cycles Standard valve designs often fail to meet these requirements. This is where custom-engineered slide gate valves provide significant value by: Enhancing system efficiency Reducing downtime Improving safety and reliability Ensuring long-term performance Industries That Benefit from Custom Solutions UUNIQE Ventures provides customized valve solutions for: Sugar Industry Biomass & Renewable Energy Power Generation Plants Cement & Mining Industry Bulk Material Handling Systems Partner with UUNIQE Ventures for Smart Valve Engineering – If your project faces space limitations, high load requirements, or non-standard applications, our engineering team can deliver reliable, tailor-made valve solutions. Conclusion This project highlights how practical engineering combined with innovation can solve complex industrial challenges. The customized Rack & Pinion Slide Gate Valve not only addressed the space constraint issue but also improved the overall efficiency and reliability of the system. At UUNIQE Ventures, we go beyond standard manufacturing we deliver engineering-driven solutions tailored to real-world applications.
Export Case Study: 4,000+ Knife Gate Valves Supplied to the U.S. Biogas Industry

Since 2019, UUNIQE Ventures has successfully supplied more than 4,000 Knife Gate Valves to a U.S.-based company operating in the biogas and renewable energy sector. This long-term private label (OEM) partnership reflects our capability as a reliable industrial valve manufacturer and exporter. Over six years, we consistently delivered: High product quality On-time shipments Accurate export documentation Full support for client branding This case study highlights how we built a strong and sustainable export partnership in the competitive U.S. market. About the Client and Industry The client is a distributor and stockist serving the U.S. biogas industry, where maintaining ready inventory and fast delivery is critical. Industry Challenges In this sector: Delays can lead to lost projects Product failure can damage brand reputation Client Requirements The client was looking for a dependable Knife Gate Valve manufacturer who could: Supply valves under private label (OEM model) Maintain strict quality and testing standards Ensure reliable delivery timelines Provide accurate export documentation Match the performance of established global brands After sample approval and technical finalization, the partnership began in 2019. Scope of Supply Over the course of this partnership, we supplied: Product Specifications Total Valves: 4,000+ units Valve Type: Knife Gate Valves Size Range: 2” to 24” Pressure Rating: PN10 Material: Stainless Steel SS304 (CF8) Application: Biogas and renewable energy Supply Model: Private Label / OEM All valves were tested as per MSS SP-81 standards and client-specific requirements. Key Challenges in Export Supply As a growing export-focused manufacturer, we managed several critical challenges: 1. Delivery Reliability Maintaining strict timelines to support client inventory in the U.S. 2. Production Planning Managing multiple sizes, including large 24” valves. 3. Quality Control Ensuring proper inspection and hydro testing for every valve. 4. Custom Design Requirements Implementing minor design changes as per international standards. 5. Documentation & Traceability Maintaining batch-wise records for full traceability. 6. Export Packaging Using export-grade materials with clear labeling. 7. Development of Dies and Patterns Creating casting dies and patterns especially for larger sizes based on confirmed orders. Since the valves were supplied under the client’s brand, maintaining precision and consistency was critical. Client Concerns and Risk Factors Before starting the partnership, the client highlighted key risks: On-time delivery performance Authenticity of SS304 (CF8) material Leakage performance of metal seated valves Performance comparison with global brands Accuracy of export documentation Strong packaging to prevent transit damage In private label supply, any failure directly affects the distributor’s brand. Therefore, trust in our processes was essential. Solutions Implemented To address these requirements, UUNIQE Ventures implemented a structured approach: In-House Machining and Assembly Ensured dimensional accuracy and consistency. Reliable Foundry Network Enabled consistent casting quality up to 14” sizes using investment casting. Alternate Machining Support Handled bulk and urgent orders efficiently. Structured Quality Inspection Multiple inspection stages during manufacturing. Hydro Testing Each valve tested as per MSS SP-81 standards. Documentation and Traceability Maintained detailed batch records and reports. Export Packaging and Compliance Used strong wooden boxes and ensured smooth customs clearance. Spares and Interchangeability Designed components for easy maintenance and replacement. Results Achieved Over six years, this partnership delivered strong results: Key Outcomes 4,000+ valves exported Continuous repeat orders Stock availability for fast-moving sizes Minimal performance complaints Capability Development Complete development of dies and casting patterns (2” to 24”) Successful development of Bi-Directional (U-Seal) Knife Gate Valves up to 24” Field-proven performance Investment casting capability up to 14” These advancements significantly strengthened our manufacturing capabilities. Conclusion Supplying 4,000+ valves is not just a milestone it represents: Long-term delivery reliability Strong quality control systems Compliance with international standards Effective private label manufacturing Continuous capability development UUNIQE Ventures continues to support distributors, EPC contractors, and renewable energy companies with dependable valve solutions. At UUNIQE Ventures, we don’t just manufacture valves we help build brands behind the brands. Confidentiality Statement Due to private label agreements and confidentiality commitments, specific client names and project details cannot be disclosed.
